R260 Ray Çelik Profili
Demiryolu taşımacılığının temel direği olan raylar, yüksek hız ve ağır yük koşulları altında üstün dayanıklılık sergilemek zorundadır. Bu bağlamda, **R260 Ray Çelik Profili**, Avrupa standardı **EN 13674-1**’e tam uyumuyla, hem konvansiyonel hem de yüksek hızlı demiryolu hatları için vazgeçilmez bir malzemedir. Bu kapsamlı rehberde, R260 profilinin kimyasal bileşiminden kaynak metotlarına, mekanik dayanımından üretim tekniklerine kadar tüm kritik detayları derinlemesine inceleyeceğiz.

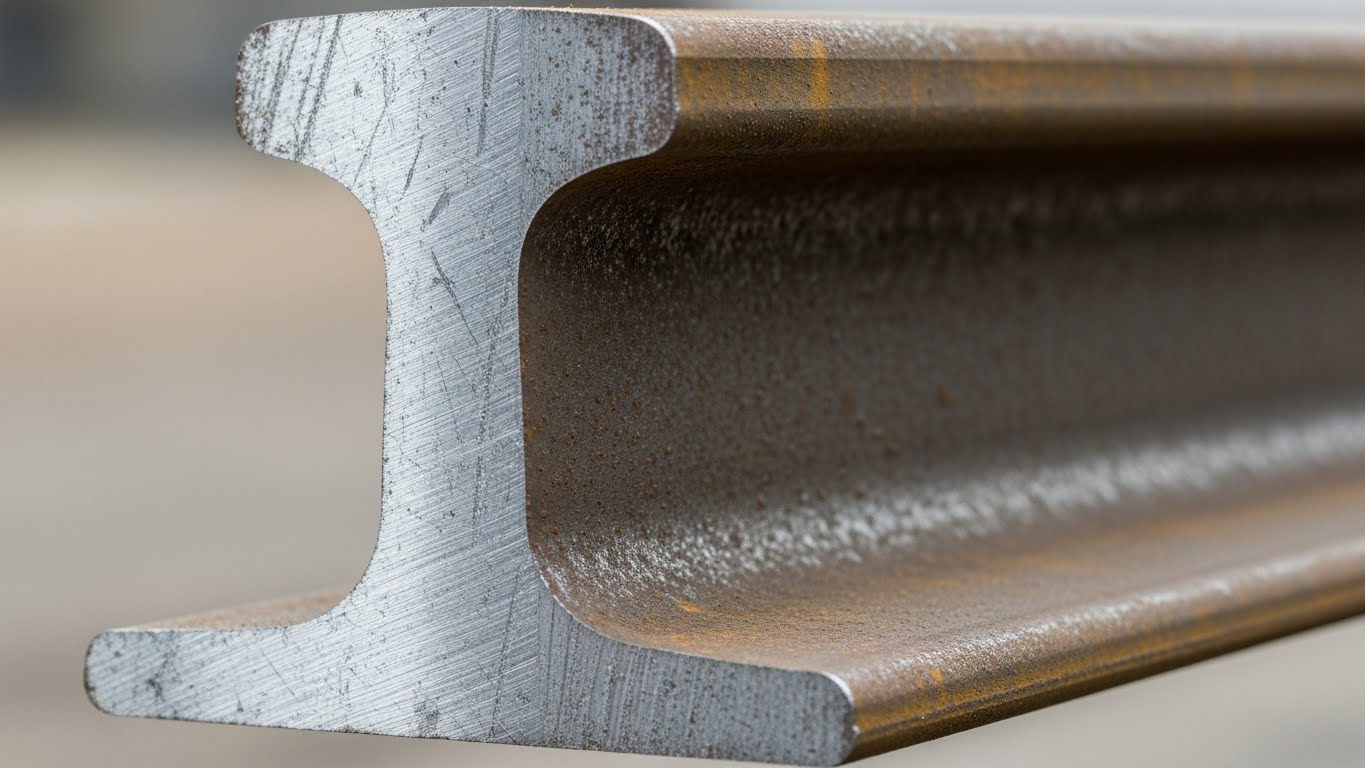
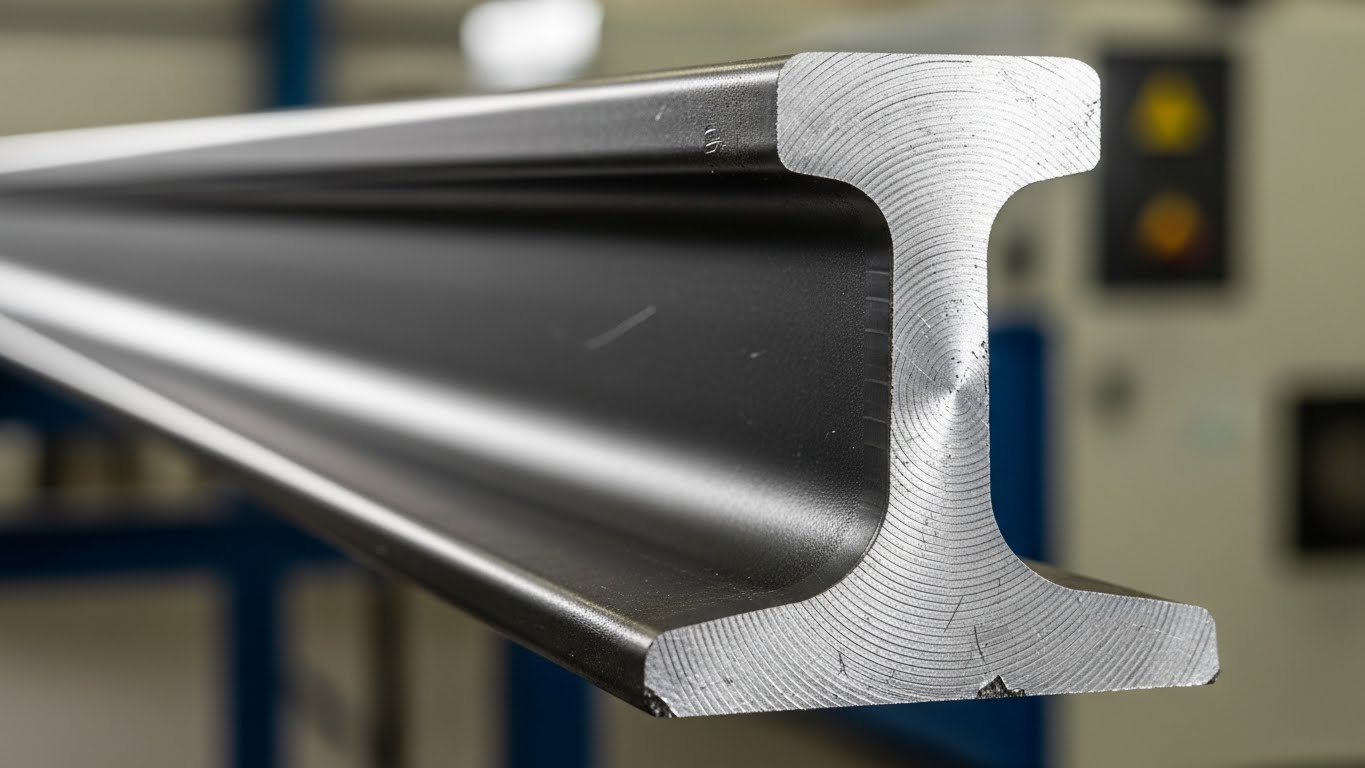
Standart 60E1 profilinde üretilmiş R260 kalite ray çeliği kesit görünümü.
R260 Ray Çelik Profili Standardı ve Yapısı 📐
R260 kalitesi, demiryolu sektöründe kullanılan çelik raylar için belirlenmiş, yaygın bir standardı temsil eder. Bu özel kalite, Avrupa genelinde ve Türkiye’de **EN 13674-1** normlarına uygun olarak üretilmekte ve titizlikle denetlenmektedir. Söz konusu standart, rayların sahip olması gereken geometrik toleransları, kimyasal bileşimi ve mekanik dayanım özelliklerini kesin kurallarla belirler. R260, bu standardın temel perlitik ray çeliği sınıflarından biri olup, yüksek aşınma direnci ile yeterli esnekliği başarılı bir şekilde bir araya getirir.
EN 13674-1 Standardının Önemi
EN 13674-1 standardı, demiryolu raylarının uluslararası düzeyde kabul görmüş performans ve güvenlik kriterlerini tanımlar. Bu standart, rayların üretiminden kullanımına kadar her aşamada kaliteyi güvence altına alarak, demiryolu hatlarının uzun ömürlü ve güvenli olmasını sağlar. **R260 Ray Çelik Profili**, bu standardın belirlediği tüm test ve uygunluk kriterlerini karşılayarak güvenilirliğini kanıtlamıştır.
Popüler R260 Profilleri: 60E1 ve 49E1
**R260 Ray Çelik Profili** genellikle 60E1 ve 49E1 gibi farklı kesitlerle piyasada bulunur. Örneğin, en sık tercih edilen profil olan **60E1 ray**, metre başına yaklaşık **60.21 kg** ağırlığa sahiptir ve Yüksek Hızlı Tren (YHT) hatları ile yoğun ağır yük taşımacılığı yapılan ana arterlerde öncelikli olarak kullanılır. Bu profilin karmaşık tasarımı (mantar, boyun ve taban bölümleri), yuvarlanma yorgunluğuna ve dikey yüklerin oluşturduğu streslere karşı maksimum direnç sunmak üzere mühendislik harikası bir yapıya sahiptir.
Çeşitli ray profillerinin (60E1, 49E1 vb.) detaylı karşılaştırmalı çizimi.
R260 Ray Çeliği Kimyasal Bileşimi ve Mekanik Özellikleri 🧪
**R260 Ray Çelik Profili**nin üstün performansı, titizlikle kontrol edilen kimyasal bileşiminden ve bu bileşimin sağladığı benzersiz mikroyapıdan kaynaklanır. Yüksek karbon miktarı, ray mantarının sertliğini ve aşınma direncini artırırken, Manganez (Mn) elementinin varlığı malzemenin tokluğunu ve mukavemetini destekler. **R260 Ray Çelik Profili**, karakteristik olarak standart perlitik bir iç yapıya sahiptir.
R260 Ray Mekanik Özellikleri Tablosu (EN 13674-1’e Göre)
| Mekanik Özellik | Birim | R260 Kalite Şartı (Minimum) |
|---|---|---|
| Çekme Dayanımı (Tensile Strength) | MPa | 880 MPa |
| Akma Dayanımı (Yield Strength) | MPa | ~520-560 MPa (Referans Değer) |
| Sertlik (Ray Mantarı) | HBW | 260 – 300 HBW Aralığı |
| Uzama (% A) | % | > %10 (Referans Değer) |
R260 Ray Kimyasal Kompozisyonu (Referans)
Ray çeliğinin kimyasal bileşimi, beklenen mekanik özelliklerin elde edilmesinde kritik bir rol oynar. Karbon eşdeğeri (Ce) değeri, rayın kaynaklanabilirlik potansiyeli açısından belirleyici olup, **R260 Ray Çelik Profili** için yaklaşık **%0.91** seviyelerindedir.
| Element | % Oranı (Azami) | Temel Fonksiyon |
|---|---|---|
| Karbon (C) | 0.60 – 0.80 | Sertlik ve Mukavemetin Temel Unsurlarından |
| Manganez (Mn) | 0.80 – 1.30 | Tokluk ve İşlenebilirliği Artırır |
| Silisyum (Si) | 0.10 – 0.50 | Oksijeni Bağlar, Yapısal Mukavemeti Destekler |
| Fosfor (P) | ≤ 0.035 | Kırılganlığı Önlemek Amacıyla Sınırlı Tutulur |
| Kükürt (S) | ≤ 0.035 | Malzemenin Kırılganlığını Azaltmak İçin Kontrol Altında Tutulur |
R260 Ray Çeliği Üretimi: Haddeleme ve Mikroyapı 🏭
**R260 Ray Çelik Profili**nin üretim süreci, yüksek saflıkta sıvı çeliğin hazırlanmasıyla başlar ve rayın nihai özelliklerini doğrudan etkileyen kritik bir **haddeleme operasyonu** ile devam eder. R260 raylar, kontrollü soğutma aşamalarıyla hassas bir şekilde şekillendirilir. Bu süreçte, ray mantarı ve gövdesi arasında homojen bir perlitik mikroyapı elde edilmesi temel hedeftir.
Haddeleme işlemi, rayın kesitinin istenen nihai boyutlara ulaşmasını sağlarken, aynı zamanda malzemenin iç gerilimlerini etkin bir şekilde yönetir. Yetersiz veya yanlış kontrol edilen bir haddeleme süreci, rayda kalıntı gerilmelerin artmasına ve erken yorulma arızalarına yol açabilir. Bu nedenle, **R260 Ray Çelik Profili** için hem haddeleme hem de kontrollü soğutma (hızlandırılmış soğutma hariç) prosedürleri, ray mantarında ince taneli ve homojen **perlitik** bir yapı oluşturmayı amaçlar.
R260 Mikroyapı ve Kalite Kontrol
R260 rayın mikroyapısı tipik olarak **ferrit ve perlit** fazlarından meydana gelir. Perlit, demiryolu uygulamalarında aranan yüksek aşınma direnci ve yorulma mukavemetini sağlayan anahtar yapıdır. Üretim sonrası kalite kontrol ve testler, sertlik testi (HBW), çekme testi ve detaylı mikroyapı analizlerini kapsar. Mikroyapı incelemeleri sırasında, istenmeyen fazların (örneğin martenzit) veya aşırı kaba perlitik yapıların oluşmadığı dikkatle doğrulanır.
R260 Çeliğinde Yüzey Kalitesi ve Toleranslar
Demiryolu raylarında yüzey kalitesi, rayın ömrü ve tren tekerleği ile etkileşimi açısından büyük önem taşır. **R260 Ray Çelik Profili**, EN 13674-1 standardına göre belirli yüzey pürüzlülük limitlerine ve geometrik toleranslara sahip olmalıdır. Bu toleranslar, rayın düzgün çalışmasını ve aşırı aşınmayı önlemesini garanti eder. Üretim aşamasında yapılan hassas ölçümler, bu kritik toleransların korunmasını sağlar.

R260 ray üretim sürecinin genel aşamalarını gösteren şematik çizim.
R260 Ray Çelik Profili Kaynak Yöntemleri 🔥
Rayların birbirine sağlam ve güvenli bir şekilde eklenmesi, demiryolu hattının kesintisiz işleyişi ve genel güvenliği açısından hayati bir öneme sahiptir. **R260 Ray Çelik Profili**, yüksek karbon içeriği nedeniyle kaynak işlemleri sırasında özel bir dikkat ve uzmanlık gerektirir. Sektörde en yaygın olarak kullanılan iki birleştirme yöntemi **Termit Kaynağı** ve **Yakma Alın Kaynağı**dır.
1. Termit Ray Kaynağı (Thermit Welding)
Termit kaynağı, demir oksit ve alüminyum tozlarının kimyasal reaksiyonu (ekzotermik termit reaksiyonu) sonucu ortaya çıkan ergimiş çeliğin, özel tasarlanmış bir kalıp aracılığıyla iki rayın arasına dökülerek birleştirilmesi prensibine dayanır. Bu yöntem, saha koşullarında hızlı ve pratik bir çözüm sunar. Ancak, kaynak bölgesinde soğuma hızı yeterince kontrol edilmediği takdirde, malzemenin yapısında istenmeyen sertlik farklılıkları ve kalıntı gerilmeler oluşabilir.
2. Yakma Alın Kaynağı (Flash Butt Welding)
Yakma alın kaynağı, iki ray ucuna yüksek elektrik akımı uygulanarak uçların erime sıcaklığına getirilmesi ve ardından güçlü hidrolik basınçla birbirine itilerek birleştirilmesidir. Bu ileri teknoloji yöntem, Termit kaynağına kıyasla daha homojen ve hata riski daha düşük bir birleşim sağlar. Genellikle fabrika ortamında veya özel donanımlı kaynak trenlerinde gerçekleştirilir. Yakma alın kaynağı ile birleştirilen **R260 Ray Çelik Profili**nde, kaynak sonrası oluşan Isı Tesiri Altındaki Bölge (ITAB) termit kaynağına göre çok daha dar ve kontrollü bir yapıya sahiptir.
Tüm kaynak işlemlerinde, **R260 Ray Çelik Profili**nin yüksek karbon eşdeğeri nedeniyle çatlak oluşumunu engellemek için 350°C ile 450°C arasında **ön ısıtma** uygulanması kritik bir zorunluluktur.
R260 Ray Profili Ağırlık ve Metraj Hesaplayıcısı 📏
Projenizin maliyetini doğru bir şekilde tahmin etmek ve lojistik ihtiyaçlarınızı belirlemek için, rayın metre ağırlığı (kg/m) üzerinden toplam ağırlığı kolayca hesaplayabilirsiniz. Örneğin, en yaygın kullanılan 60E1 profilinin yaklaşık birim ağırlığı **60.21 kg/m**’dir.
Ray Toplam Ağırlık Hesaplama
R260 Ray Çelik Profilinin Kullanım Alanları ve Piyasa Verileri 🌍
- Konvansiyonel Demiryolu Hatları: Yük ve yolcu taşımacılığının gerçekleştirildiği standart demiryolu ağları.
- Yüksek Hızlı Tren (YHT) Hatları: Genellikle 60E1 gibi ağır profillerle birlikte kullanılır.
- Tramvay ve Metro Hatları: Şehir içi raylı sistemlerde, daha hafif profillerle (örneğin 49E1) veya oluklu raylarla entegre olarak R260 kalitesi tercih edilebilir.
- Sanayi ve Liman Rayları: Ağır yük vinçlerinin ve fabrika içi demiryolu sistemlerinin vazgeçilmez bir bileşenidir.
R260 Ray Çeliği Piyasa Fiyatları (Güncel Referans)
Ray çeliği fiyatları, küresel demir-çelik piyasasındaki dalgalanmalar, hurda metal fiyatları, döviz kurları ve siparişin tonajına bağlı olarak sürekli değişiklik göstermektedir. Ancak, güncel piyasa analizlerine göre, 60 kg/m ağırlığındaki (örneğin 60E1) **R260 Ray Çelik Profili**nin birim metre fiyatı 2.124,83 TL ile 2.530,22 TL aralığında, birim ton fiyatı ise ortalama 31.423,63 TL ile 40.400,58 TL arasında seyretmektedir. Bu belirtilen fiyatlar, lojistik maliyetleri ve KDV hariç, fabrika çıkışı (EXW) ortalama değerlerdir.
En güncel fiyatlandırmalar ve detaylı ray fiyatları bilgisi için lütfen iletişim kanallarımızdan bize ulaşın.
R260 Ray Çeliği ve Alternatif Kaliteler ⚖️
**R260 Ray Çelik Profili**, standart (ısıl işlem görmemiş) bir ray çeliği sınıfını temsil ederken, R350HT gibi kaliteler ısıl işlem görmüş (**Heat Treated**) çeliklerdir. R350HT, R260’a kıyasla çok daha yüksek sertlik (350-390 HBW) ve üstün aşınma direnci sunar. Ancak, bu avantajlar daha yüksek bir maliyet ve daha zorlu kaynaklanabilirlik ile gelir. **R260 Ray Çelik Profili**, maliyet ve performans arasında en ideal dengeyi sunan, ekonomik ve güvenilir çözümlerden biridir.
R260 ve R350HT gibi yüksek performanslı ray çeliklerinin mukavemet ve sertlik karşılaştırması.